Tugas 11 Rangkuman Programable Logic Controller
Programable Logic Controller (PLC)
- Pengertian
- Programable logic controller (PLC) pada dasarnya adalah sebuah komputer yang khusus dirancang untuk mengontrol suatu proses atau mesin.
- Proses yang dikontrol dapat berupa regulasi variabel secara kontinu seperti pada sistem servo, atau hanya melibatkan kontrol dua keadaan (On/Off) saja, tetapi dilakukan berulang-ulang seperti pada mesin penggurdian, sistem konveyor, dan sebagainya.
- Konsep pengontrolan yang dilakukan oleh sebuah PLC adalah seperti gambar berikut ini.

Walaupun istilah PLC secara bahasa berarti pengontrol logika yang dapat diprogram, tetapi pada kenyataannya, PLC tidak terbatas hanya pada fungsi-fungsi logika, melainkan mencakup perhitungan aritmatika, kominikasi, dokumentasi, dan lain-lain-nya, sehingga PLC sering disebut sebagai progamable controller (PC) saja.
- Prinsip Kerja PLC
- Central Processing Unit (CPU)
- Sistem antar muka input/output


- Peralatan Input/Output PLC

- Koneksi Peralatan dengan Modul Input/Output PLC

- Koneksi peralatan dengan modul input PLC
- Koneksi peralatan dengan modul output PLC
- Operasi Utama CPU
Selama prosesnya, CPU melakukan tiga operasi utama :
- membaca data masukan dari perangkat luar via modul input,
- mengeksekusi progrqam kontrol yang tersimpan di memori PLC,
- meng-update atau memperbaharui data pada modul output.
Ketiga proses tersebut dinamakan scanning, 
- Perangkat Pemrograman
Secara teknis PLC yang digunakan untuk mengontrol peralatan ini dibuat dan dimasukkan dengan menggunakan perangkat pemro-graman, yaitu dengan menggunakan:
- unit miniprogramer yang disebut console (lihat gambar), atau
- komputer via perangkat lunak yang meyertainya.

- Metode Pemrograman
Sebenarnya ada lima metode pemrograman yang telah distandar-disasi penggunaannya oleh IEC (International Electrical Commis-sion) 61131-3 :
- list instruksi (intraction list)
- diagram ladder,
- diagram blok fungsional (function block diagram),
- diagram fungsi sekuensial (squential function charts),
- teks terstruktur (structured text).
- Perbandingan PLC dengan Jenis Kontroler lainnya
- PLC dengan Kontrol Relay
Perancangan PLC pada awalnya dimaksudkan untuk mengganti-kan kontrol relai yang tidak fleksibel. Beberapa keunggulan penggunaan PLC relatif terhadap kontrol relai untuk pengontrolan mesin atau proses diantaranya adalah : PLC bersifat softwire, artinya fungsi kontrol dapat secara mudah diubah dengan mengganti program dengan software, sehingga dengan demikian akan diperoleh beberapa keuntungan, yaitu :
- implementasi proyek cepat,
- pengkabelan relatif sederhana dan rapi,
- monitoring proses terintegrasi.
- PLC dengan Mikro Kontroler
Secara fungsional PLC dan mikrokontroler ini hampir sama, tetapi secara teknis pengontrolan mesin atau plant dengan mikro-kontroler relatif lebih sulit. Pengontrolan mesin atau plant dengan mikrokontroler memerlukan perancangan pengondisi sinyal tambahan pada port input/ouputnya, dan umumnya pemrograman dilakukan dengan menggunakan bahasa assembler yang relatif sulit dipelajari.
- PLC dengan Personal Komputer (PC)
Dengan perangkat antarmuka tambahan misalnya PPI8255, sebuah PC dapat digunakan untuk mengendalikan peralatan luar, tetapi secara filosofi perancangan PC tidak dimaksudkan untuk digunakan sebagai perangkat pengontrolan, melainkan untuk pengolahan data (mis. PC tidak dirancang untuk ditempatkan pada lokasi dengan getaran ekstrim yang umum dijumpai di pabrik).
- Diagram Ladder dan PLC
Diagram ladder adalah diagram yang digunakan untuk menggam-barkan proses kontrol sekuensial yang mempresentasikan inter-koneksi antara perangkat input dan perangkat output sistem kontrol. Gambar berikut ini memperlihatkan salah satu contoh diagram ladder elektromekanis sederhana dengan sebuah anak tangga. 
- Simbol peralatan listrik dalam sistem diagram ladder
Beberapa simbol yang umum digunakan dalam sistem diagram ladder diperlihatkan dalam gambar berikut ini. 
- Implementasi Diagram Ladder dalam PLC
Rangkaian diagram ladder elektromekanis yang bersifat hardwired ini pada dasarnya secara langsung dapat diimplementasikan dalam PLC secara softwired dengan menggunakan software.
Gambar berikut ini memperlihatkan transformasi diagram ladder elektromekanis (lihat gambar diagram ladder sebelumnya) ke dalam format PLC. 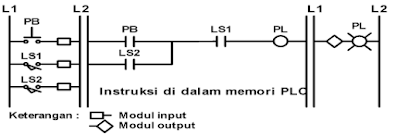
- PLC dengan Kontrol Relay
- implementasi proyek cepat,
- pengkabelan relatif sederhana dan rapi,
- monitoring proses terintegrasi.
- PLC dengan Mikro Kontroler
- PLC dengan Personal Komputer (PC)
- Diagram Ladder dan PLC
- Simbol peralatan listrik dalam sistem diagram ladder
- Implementasi Diagram Ladder dalam PLC
Perangkat input/output seperti push buttom swicth, limit switch, lampu, solenoid, dan lain sebagainya dikoneksikan pada modul antarmuka PLC. Adapun diagram laddernya diimplementasikan secara softwired di dalam memori PLC dengan menggunakan relai-relai dan kontaktor-kontaktor internal yang bersifat software.
- Diagram ladder elektromekanis dan diagram ladder PLC

Dalam gambar di atas memperlihatkan hubungan antara diagram ladder elek-tromekanis sederhana dan transformasi diagram ladder PLC-nya. Dalam gambar se-belah kiri terlihat berbagai kombinasi masukan yang mungkin terjadi beserta kon-sekuensinya pada keluaran ladder tersebut, garis warna merah menunjukkan adanya aliran daya pada lini terse-but, sedangkan gambar sebe-lah kanannya menunjukkan diagram ladder PLC beserta diagram penyambungan ekui-valennya.
- Simbol-Simbol Kontraktor pada PLC
Kontaktor-kontaktor internal PLC dan kontaktor relai elektro-mekanis pada dasarnya beroperasi dengan cara yang sama. Sebagai contoh, 

- gambar (a) memiliki dua buah kontaktor, normally open (A-1) dan normally close (A-2).
- Gambar (b) memperlihatkan bahwa jika relai koil A tidak di energize (OFF) maka kontaktor A-1 akan tetap terbuka dan kontaktor A-2 akan tetap tertutup. Sebaliknya, jika koil A di energize maka kontaktor A-1 akan tertutup, dan sebaliknya.
- Gambar (c) memperlihatkan diagram pewaktuan dari operasi relai ini.
- Kontaktor-kontaktor dari koil internal PLC
Di dalam PLC, setiap koil internal beserta kontaktor-kontaktornya ini akan memiliki alamat yang unik. Sebagai contoh, koil 10C akan memiliki kontaktor normally open (NO) atau normally closed (NC) dengan alamat yang sama (yaitu 10C). Perlu ditekankan disini bahwa untuk sebuah koil internal PLC, jumlah kontaktor yang dimilikinya dapat disesuaikan dengan kebutuhan seperti dapat dilihat dalam gambar di bawah ini. Hal ini tentunya berbeda jika dibandingkan dengan sebuah relai elektromekanis yang mem-punyai jumlah kontaktor tertentu saja.
- Transformasi Diagram Ladder Elektromekanis ke dalam PLC
Dalam gambar diagram ladder elektromekanis berikut ini, terlihat bahwa lampu PL akan menyala jika dan hanya jika tombol PB1 ditekan dan PB2 tidak ditekan (normal).
Jika sistem kontrol tersebut akan diimplementasikan ke dalam PLC maka transformasi diagram laddernya ke dalam format PLC dapat mengambil salah satu bentuk seperti dalam gambar di bawah ini (perhatikan diagram penyambungnya).
Untuk lebih memahami penjelasan di atas, secara fungsional gambar (a) dan (b) dalam halaman sebelumnya dapat diilus-trasikan berturut-turut oleh gambar (a) dan (b) dibawah ini :
- Transformasi Gerbang Logika ke Diagram Ladder dalam forma Elektromekanik dan format PLC
Fungsi-fungsi gerbang logika dasar dalam sistem kontrol dapat direpresentasikan ke diagram ladder, baik dalam format elektro-mekanik maupun format PLC.
- Gerbang AND

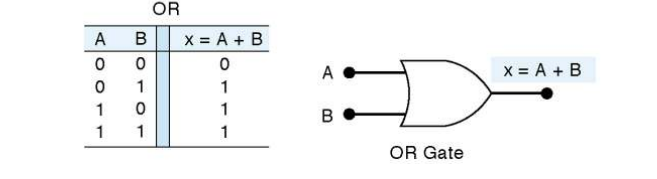
- Gerbang OR

- Gerbang NOT
- Transformasi ke DIagram Ladder
- Gerbang NAND





Catatan : Relay digunakan dalam diagram ladder (terutama dalam format elektro-mekanik dan format PLC realisasi langsung) bila: (1) satu parameter input digunakan untuk lebih dari satu gerbang logika, (2) diperlukan komplemen parameter input, misal dalam gerbang logika : NOT, NAND, NOR, dan gerbang logika gabungannya.
- Gerbang XOR
Simbol gerbang XOR dua input beserta persamaan-persamaan Booleannya. 
- Transformasi ke Diagram Ladder

- Perancangan Diagram Ladder Berdasarkan Tabel Kebenaran
Jika output yang diharapkan dari rangkaian gerbang logika diberi-kan untuk setiap kombinasi input, maka hasilnya akan lebih mudah jika ditampilkan dalam bentuk tabel kebenaran. Berdasarkan tabel ini maka ekspresi gerbang logikanya dapat langsung diperoleh. Sebagai contoh, perhatikan tabel kebenaran yang memperlihatkan relasi gerbang logika dari sebuah rangkaian. 
Dari tabel di atas terlihat bahwa terdapat tiga kejadian yang menyebab-kan output Y bernilai 1 (high), yaitu pada baris (2), (4), dan (5), sehingga dapat ditulis : 
Dengan demikian, ekspresi total untuk tabel di samping dapat ditulis : 
Bentuk diagram ladder PLC dan penyambungan dengan modul input dan outputnya sebagai berikut : 
- Penyederhanaan Gerbang Logika dengan Peta Karnaugh
Peta Karnaugh (Peta K) adalah sebuah metode grafis yang dapat digunakan untuk menyederhanakan persamaan Boolean/Gerbang Logika. Metode ini mudah digunakan dengan jumlah maksimum enam parameter input (perhatikan contoh berikut ini).


Catatan : bila n = jumlah parameter input, maka jumlah baris x kolom dalam tabel kebenaran adalah 2ⁿx n ; sedang jumlah baris x kolom dalam peta Karnaugh untuk n = genap adalah 2ⁿ⁄² x 2nⁿ⁄², dan untuk n = ganjil adalah 2⁽ⁿ⁺¹⁾⁄² x 2⁽ⁿ⁻¹⁾⁄² .
- Implementasi Peta Karnaugh
Ekspresi output dalam sebuah Peta Karnaugh dapat disederhanakan melalui sebuah proses yang disebut looping, yaitu melingkari kotak-kotak yang bernilai 1.
- 1. Kotak-kotak yang bernilai 1 terletak pada kolom yang sama


Dua kotak yang bernilai 1 adalah A!B!C! dan ABC!. Dari proses looping kotak-kotak yang bernilai 1 tersebut tidak dipengaruhi oleh A atau komplemennya A!, sehingga ekspresi output dapat disederhanakan menjadi BC!.
Sumber : onlinelearning.uhamka.ac.id
Nama : Muhammad Sidiq Bagus Prakoso
Nim : 2003015078
Sistem Digital & Gelombang
Komentar
Posting Komentar